Best fit for
- Moderate-speed reject or sort points
- Simple pass/fail diversion after inspection
- Lines that need serviceable, straightforward mechanics
- Applications where part spacing and timing are manageable
Sensor-timed reject for moderate-speed lines
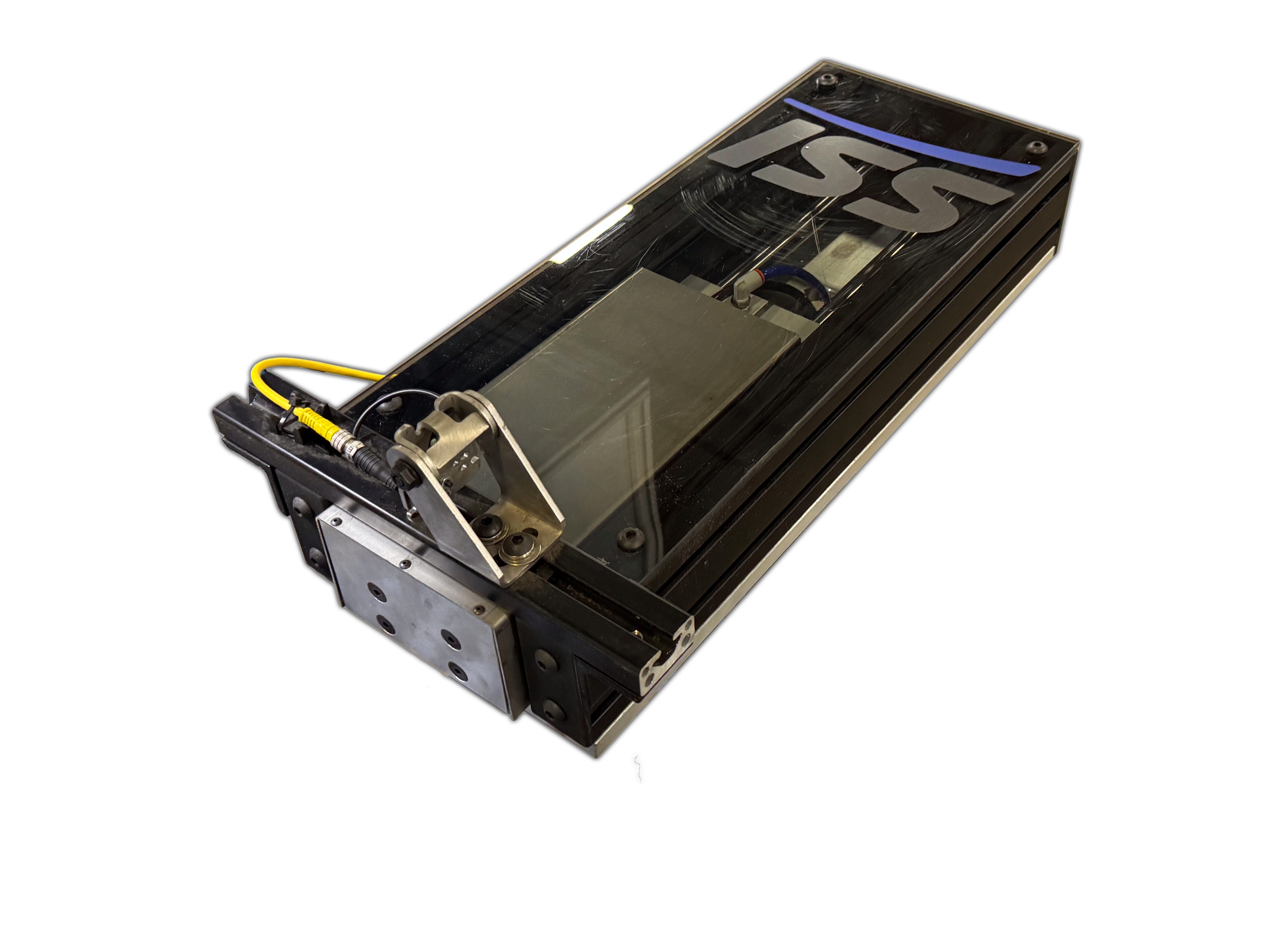
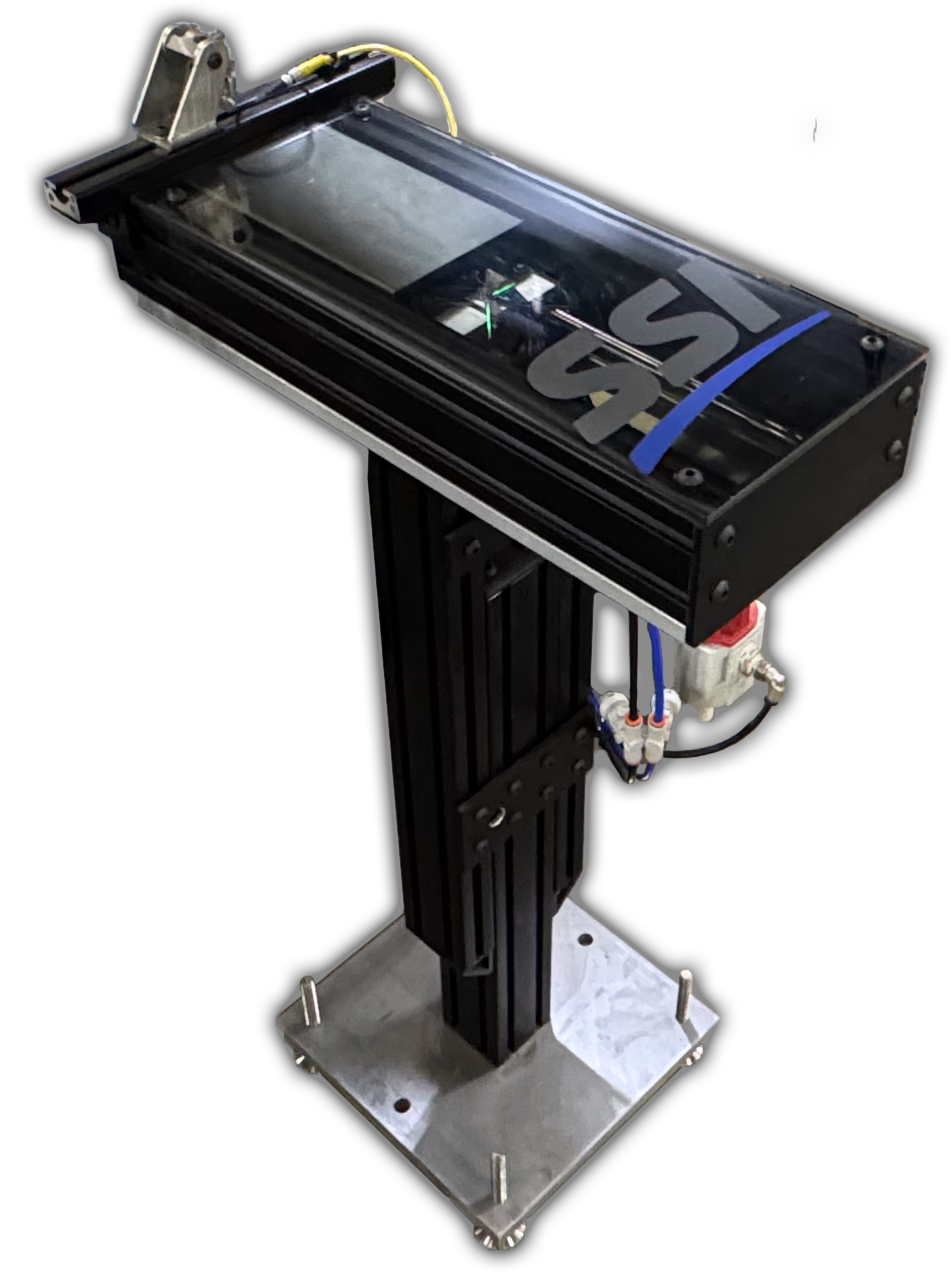
SSI’s Standard Knockoff is a simple, reliable reject mechanism for moderate-speed conveyors. An upstream system asserts a fail digital output. The knockoff queues fail events and waits for the product to reach a trigger sensor at the reject point—then actuates the reject. Extend/retract confirmation sensors validate each cycle before the next reject.
Use this flow to scope a standard reject point, including trigger method, actuator choice, reject confirmation, and event reporting.
A sensor, scanner, inspection system, or PLC signal identifies product presence and reject eligibility at the station.
The reject station accepts a clear fail, divert, or hold command from the upstream control logic.
Actuator type, timing, product spacing, line speed, and recovery behavior are matched to the application.
The station pushes, diverts, or knocks off nonconforming items into the scoped reject handling path.
Reject counts, confirmation sensor status, alarm events, and PLC or CSV records are added when the line needs them.
Use these details to frame line constraints, integration needs, and quote inputs before sending parts, samples, or drawings.
Use this section to decide whether a standard knockoff station is enough for reliable reject handling without the added timing complexity of a high-speed platform.
Send samples, drawings, target line speed, spacing, reject handling, and data requirements so SSI can confirm fit and quote the right Standard Knockoff configuration.